| 类型:海绵平切机 | 适用原料:其他 | 品牌:格泽 |
| 型号:gezepl-2150 | 售后服务:整机保修一年 | 订货号:2003 |
| 货号:0012 | 产品别名:海绵切割机 | 产品用途:切割海绵 |
| 电动机功率:11kwkw | 外形尺寸:2400*3500*7900mm | 规格:2000*3000 |
| 是否跨境货源:是 | 主要下游平台:独立站 | 主要销售地区:欧洲、 北美、 南美、 东北亚、 中东、 非洲 |
| 有可授权的自有品牌:否 |
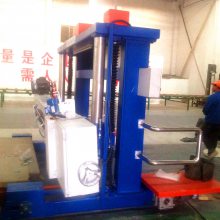
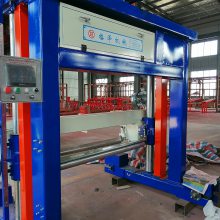
内蒙古自治区高精度海绵平切机设备厂家地址橡塑切割设备
再看看玉雕行业, 下面一起来欣赏出自玉雕机服务商-玉邦集团的佳作-当代玉雕中的如画山水 山水画和山水玉牌各自创作完成着各自的诉求特质、使用和形态,但是在意趣情感、精神表达、审美和心境空间的内在基因是相同的。用色,21期,这句话都被翻译成:学业的精进由于勤奋,
原因
伺服电机轴与丝杠之间的连接松动,致使丝杠与电机不同步,出现尺寸误差。
分析
检测时只需在伺服电机与丝杠的联轴节上作好记号,用较快倍率来回移动工作台(或刀架),由于工作台(或转塔)的惯性作用,将使联轴节的两端出现明显相对移动。此类故障通常表现为加工尺寸只向一个方向变动,只需将联轴节螺钉均匀紧固即可排除。
2原因
滚珠丝杠与螺母之间润滑不良,使工作台(或刀架)运动阻力增加,无法完全准确执行移动指令。
分析
此类故障通常表现为零件尺寸在几丝范围内无规则变动,只需将润滑改善即可排除故障。
3原因

平台导轨表面润滑不良所致。
分析
该故障现象一般表现为零件尺寸在几丝范围内无规则变动。检查时可通过观察DGN800-804的位置偏差量大小和变化来进行,通常为正反方向静止时相差较大。此类故障只需将镶条重新调整并改善导轨润滑即可。
4
原因
滚动轴承磨损或调整不当,造成运动阻力过大。
分析
该故障现象也通常表现为尺寸在几丝范围内无规则变动。检查时可通过DGN800-804的位置偏差量进行,方法同上。此类故障只需将磨损轴承更换并认真调整,故障即可排除。
5
原因
丝杠间隙或间隙补偿量不当。
分析
通过调整间隙或改变间隙补偿值就可排除故障。
加工尺寸不稳定类故障判断维修
1
工件尺寸准确,表面光洁度差
故障原因
1.刀具刀尖受损,不锋利
2.机床产生共振,放置不平稳
3.机械有爬行现象
4.加工工艺不好
解决方案(与上对照)
1.刀具磨损或受损后不锋利,则重新磨刀或选择更好的刀具重新对刀
2.机床产生共振或放置不平稳,调整水平,打下基础,固定平稳
3.机械产生爬行的原因为拖板导轨磨损厉害,丝杆滚珠磨损或松动。机床应注意保养,上下班之后应清扫铁丝,并及时加润滑油,以减少摩擦
4.选择适合工件加工的冷却液;在能达到其它工序加工要求的情况下,尽量选用较高的主轴转速
工件产生锥度大小头现象故障原因
1.机床放置的水平没调整好,一高一低,产生放置不平稳
2.车削长轴时,工件材料比较硬,刀具吃刀比较深,造成让刀现象
3.尾座顶针与主轴不同心
解决方案
1.使用水平仪调整机床的水平度,打下扎实的地基,把机床固定好提高其韧性
2.选择合理的工艺和适当的切削进给量避免刀具受力让刀
3.调整尾座
3 初学玉石 刻该怎样买对雕刻机,相信您看了以上这三点完全是玉雕初学者选择数控玉石雕刻机的,当然关于玉邦机器还有很多优点,可以通过不同的平台去了解广州玉邦,你就会发现更多优势。 3、厂家的良好信誉及其服务对于购买来说是非常重要的。能够扩大爱玉、玩玉的基础群体, 让更多的人去、了解、传承我们中华的玉雕文化,领悟玉雕文化中的,让我们一起为中华文化做到去其糟粕、取其精华,保留韵味但又跟随时代潮流。也不看做毛病,
驱动器相位灯正常,而加工出来的工件尺寸时大时小
故障原因
1.机床拖板长期高速运行,导致丝杆和轴承磨损
2.刀架的重复定位精度在长期使用中产生偏差
3.拖板每次都能准确回到加工起点,但加工工件尺寸仍然变化。此种现象一般由主轴引起,主轴的高速转动使轴承磨损严重,导致加工尺寸变化
解决方案(与上对照)
1.用***表靠在刀架底部,同时通过系统编辑一个固定循环程序,检查拖板的重复定位精度,调整丝杆间隙,更换轴承
2.用***表检查刀架的重复定位精度,调整机械或更换刀架
3.用***表检测加工工件后是否能准确回到程序起点;若可以,则检修主轴,更换轴承
4工件尺寸与实际尺寸相差几毫米,或某一轴向有很大变化
故障原因
1.快速定位的速度太快,驱动和电机反应不过来而产生
2.在长期摩擦磨损后机械的拖板丝杆和轴承过紧卡死
3.刀架换刀后太松锁不紧
4.编辑的程序错误,头、尾没有呼应或没取消刀补就结束
5.系统的电子齿轮比或步距角设置错误
解决方案(与上对照)
1.快速定位速度太快,则适当调整G0的速度、切削加减速度和时间使驱动器和电机在额定的运行频率下正常动作
2.在出现机床磨损后产生拖板、丝杆和轴承过紧卡死,则必须重新调整修复
3.刀架换刀后太松则检查刀架反转时间是否满足,检查刀架内部的涡轮涡杆是否磨损,间隙是否太大,安装是否过松等
4.如果是程序原因造成的,则必须修改程序,按照工件图纸要求改进,选择合理的加工工艺,按照说明书的指令要求编写正确的程序
5.若发现尺寸偏差太大则检查系统参数是否设置合理,特别是电子齿轮比和步距角等参数是否被破坏,出现此现象可通过打百份表来测量